1,000 degrees is Hell on Eyes: Let AI Spot the Cracks Your Team (Literally) Can't See
- BlogSmarter AI
- Blog
- June 4, 2026
- Updated:
Table of contents Show Hide
AI thermal imaging finds surface defects during hot rolling that human inspectors physically cannot see. At 1,000°C-plus, glare overwhelms human eyes, visors fog up, and lines run faster than any inspector can track. Expecting perfection from a person watching white-hot steel is not a quality strategy.
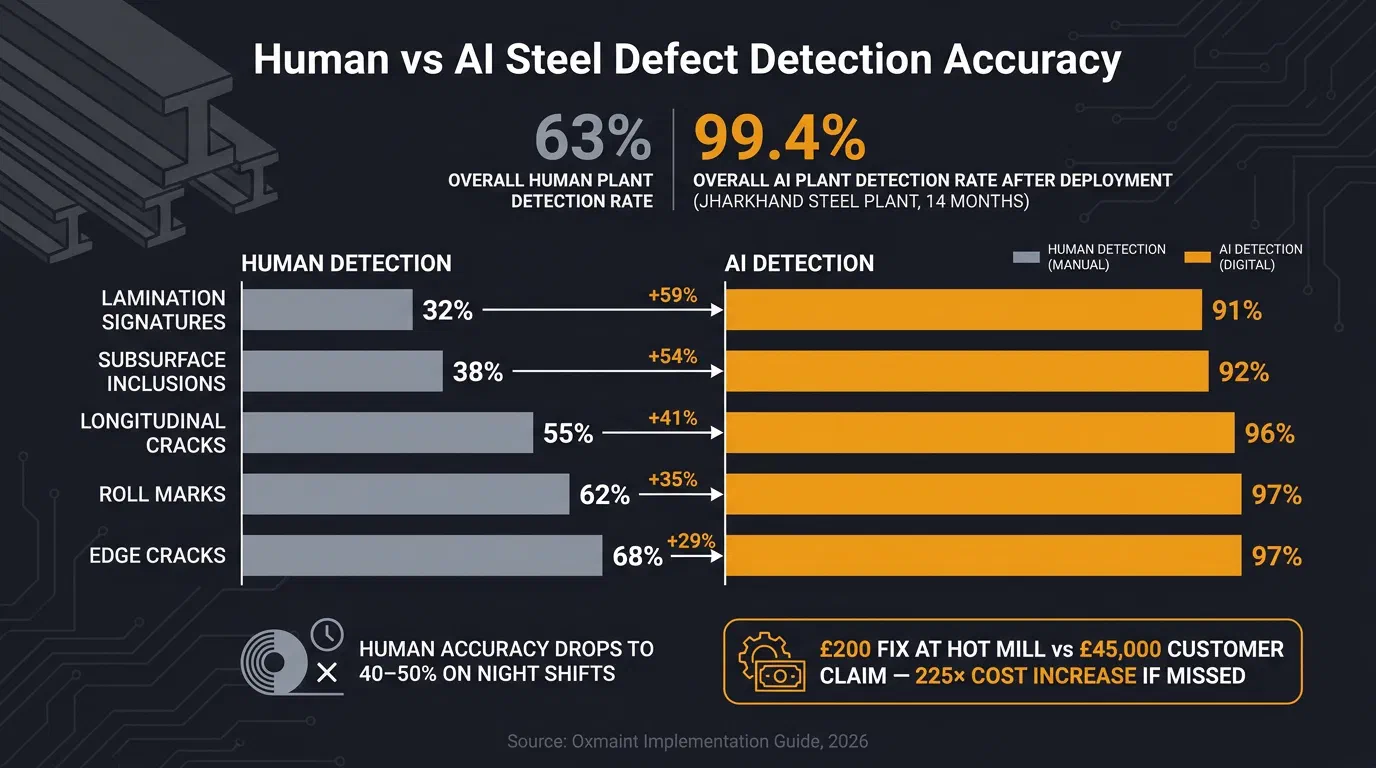
AI doesn’t blink, sweat, or miss a thing. Using thermal imaging and machine learning, it spots cracks, inclusions, and laminations — at up to 99.4% accuracy. That means fewer rejected coils, fewer customer claims, and no more £45,000 surprises from a defect that could have been fixed for £200.
What you’ll get
- Defect detection your team can trust: AI catches flaws at the hot mill before they snowball into costly claims.
- Real-time insights: Instant alerts link to your systems, so you fix problems before they escalate.
- Fewer false alarms: Unlike older systems, AI knows the difference between harmless variations and real issues.
Here’s how it works and how to bring it into your plant.
Why High-Temperature Inspection Fails Human Teams
Heat, Glare, and Fatigue: A Recipe for Missed Defects
Inspecting steel at temperatures between 800°C and 1,100°C is like stepping into a furnace. The surrounding air hits 55°C–75°C, while the metal radiates so much heat and light that it overwhelms the human eye [4]. It’s not just uncomfortable. It’s nearly impossible. Protective visors fog up with oxide particles and cooling spray mist, making visibility even worse. Add in production lines running at over 300 m/min, and defects smaller than 0.5mm are practically invisible [7].
Fatigue only makes things harder. By the end of a shift, inspectors’ accuracy drops sharply. During the day, they might spot 50–65% of surface defects; on night shifts, that figure plummets to 40–50% [8]. This isn’t negligence. It’s the human body reaching its limits in extreme conditions. In an environment like this, critical defects slipping through is inevitable.
The Defects Going Undetected in the Hot Zone
The most dangerous defects are also the hardest to see. Lamination signatures are caught just 32% of the time, subsurface inclusions 38%, and rolled-in scale about 48% [1]. These flaws blend into the glowing, scaled surface, offering little to no visual contrast. Even something as serious as a fine longitudinal crack on orange-hot steel can become virtually invisible.
“A surface crack that could have been diverted at the hot mill for $200 in downgrade cost becomes a $45,000 customer claim after cold rolling, coating, slitting, and shipping.” - Michael Finn, Oxmaint [1]
In local terms: a small crack that costs £200 to fix at the hot mill can balloon into a £45,000 customer claim. That’s a 225-fold increase in cost, all because the defect wasn’t caught early. Early detection matters. The cost of missing it does not forgive.
Why Older Inspection Methods Are No Longer Enough
Traditional inspection methods and older vision systems just can’t keep up. These systems rely on fixed thresholds, which don’t adjust to the constantly changing surface textures caused by oxide scale [1]. What looks like a defect at one temperature might be a harmless variation at another, leading to either missed flaws or endless false alarms.
The Jharkhand Integrated Steel Plant provides a perfect example. Before AI came into play, their Quality Head described the situation: “We had 6 inspectors on the runout table in 2 shifts, catching about 63% of defects. The descaler pressure defects were the worst and a blocked nozzle would run for 2–3 coils before someone spotted the scale pitting pattern.” [4]
In those 2–3 coils, a significant amount of faulty product had already been produced. Not because the team wasn’t trying, but because the speed and conditions made it impossible to catch everything in time.
| Challenge | Impact on Inspection |
|---|---|
| Thermal glow (>800°C) | Overwhelms vision and sensors, masking low-contrast defects like cracks and seams |
| Oxide scale | Forms immediately after descaling, hiding tiny defects under its surface |
| Steam and mist | Scatters light and creates a physical barrier between inspectors and the product |
| Scale dust | Coats visors and lenses, reducing visibility further |
| Line speed | A 0.1mm defect passes the inspection point in just 5–10 microseconds [1] |
Human teams and outdated systems simply cannot handle these challenges. The environment is too harsh, the speed too fast, and the stakes too high. The only way forward is inspection that adapts and performs consistently under these conditions. That is where AI comes in.
AI vision for Metal surface inspection from OPT machine vision
How AI Detects What Human Eyes Miss
AI has stepped in to tackle the challenges of defect detection, addressing the limitations of human inspection and outdated methods. Let’s break down how thermal imaging, machine learning, and real-time alerts combine to spot flaws that would otherwise go unnoticed.
Thermal Imaging: Spotting Cracks at 1,000°C
Traditional cameras struggle with the intense heat and brightness of molten steel, but AI-powered systems handle it differently. Using pulsed 850nm near-infrared (NIR) LED illumination, high-speed cameras, and bandpass filters, they capture high-contrast images that expose even the tiniest cracks [4]. These cameras, housed in water-cooled, IP67-rated enclosures with positive-pressure air purging, achieve sub-millimetre resolution (0.1mm per pixel) at temperatures as high as 1,000°C [4][2].
Once these detailed images are captured, machine learning algorithms step in to analyse subtle patterns and identify defects invisible to the human eye.
Machine Learning: Trained to See What We Can’t
AI takes thermal imagery and turns it into actionable findings, using convolutional neural networks (CNNs) trained on tens of thousands of labelled defect images. These models spot even the faintest texture disruptions or shadow patterns within oxide scale layers. Human inspectors simply cannot see them [1][6].
The results speak for themselves:
| Defect Type | Human Detection | AI Detection |
|---|---|---|
| Lamination Signatures | 32% | 91% |
| Subsurface Inclusions | 38% | 92% |
| Longitudinal Cracks | 55% | 96% |
| Roll Marks | 62% | 97% |
| Edge Cracks | 68% | 97% |
Source: Oxmaint Implementation Guide, 2026 [1]
At a steel plant in Jharkhand producing 3.2 million tonnes per annum, deploying an AI vision system pushed surface defect detection rates from 63% to a staggering 99.4% in just 14 months [4].
Real-Time Alerts: Faster Action, Better Outcomes
AI doesn’t just detect defects. It enables immediate action. Running on dedicated on-premise GPU hardware, models like YOLOv8 process frames in under 200 milliseconds and integrate directly with Manufacturing Execution Systems (MES) and Programmable Logic Controllers (PLCs) [2][4]. The system flags defects instantly, triggering quality holds, adjusting setpoints, or generating maintenance orders before the next coil hits the mill.
Where manual root cause analysis can drag on for days, AI cuts it down to under three seconds [4]. By tying defect detection to operational controls, AI doesn’t just spot problems. It helps fix them, protecting both quality and production flow.
Take the example of a 4 million tonnes per annum (MTPA) steel plant in the USA. The AI system identified a recurring 47mm roll mark defect, previously dismissed as random by human inspectors. This discovery led to an 84% drop in customer complaints, from 38 to just 6 per year [5].
“The AI vision system caught a recurring roll mark defect that our human inspectors had classified as random variation for two years. It wasn’t random - it was a 47mm periodic pattern matching our work roll circumference.” - VP Quality & Process Control, 4 MTPA Integrated Steel Plant [5]
This is the power of real-time AI alerts. They don’t just catch defects faster. They help pinpoint and eliminate the root causes, ensuring problems don’t repeat.
AI in Action: How Metals Plants Are Using It Today
AI’s ability to detect flaws is only meaningful when it delivers results on the production floor. Across hot rolling, casting, and cold rolling operations, AI vision systems now expose defects the human eye cannot see. They stop flaws spreading along coil runs and feed that data back into the process so quality teams can act, not just observe.
Spotting Defects on Hot Rolling and Casting Lines
On hot rolling lines running at speeds of 2,000 m/min, human inspection simply can’t keep up. A 4K line-scan camera, operating at 100 kHz, captures sub-millimetre defects without slowing down [9]. These systems sit at critical points (finishing mill exit, downcoiler entry, and caster exit) where temperatures range from normal workshop levels to a blistering 1,530°C near the mould.
In May 2026, a 4 MTPA integrated steel plant implemented AI vision across three finishing stands. The results? Coil rejections dropped by 78%, customer complaint costs fell by £1.9 million annually, and detection-to-maintenance time was cut to under two seconds. This meant the number of coils affected by roll marks dropped from 8.3 to just 0.8 per event [9].
“The camera detects a roll mark, the AI identifies which stand within 2 seconds, and a work order is already in the roll shop technician’s queue before the defective coil reaches the recoiler.” - General Manager, Quality Assurance, Integrated Steel Plant [9]
In continuous casting, the stakes are even higher. A breakout (where molten steel breaches its solidifying shell) isn’t just a quality issue; it’s a serious safety hazard. AI thermal pattern recognition in the mould region can predict these incidents by spotting thermal changes that signal trouble, reducing breakouts by 95% [3].
But detection is just the start. Integrating inspection data ensures that every defect is tracked and addressed properly.
Connecting Inspection Data to Mill Certificates with GoSmarter
Finding defects is one thing, but making them traceable to their heat, batch, and customer order is another. Without this link, defective coils could still ship, or compliant ones might be quarantined unnecessarily.
This is where GoSmarter’s Product Lineage steps in. Its AI automatically reads and digitises certificates (including EN 10204 types 2.1, 2.2, 3.1, and 3.2) and matches them to the correct heat codes and inventory records [12]. This means when a surface defect is flagged, the system instantly cross-checks it with the corresponding certificate, removing the need to manually sift through PDF archives.
“GoSmarter does not just read your certs; it checks them against what you ordered. Wrong grade, missing mechanical properties, a heat number that doesn’t tie to the delivery note. GoSmarter catches it before the job starts.” - GoSmarter [12]
This capability transforms audit preparation. Tasks that used to take two days of manual work are now done in 30 minutes, with audit-ready CSV reports generated instantly to meet ISO 9001 or EN 10204 standards [12]. This level of traceability isn’t just about compliance. It lays the groundwork for smarter process adjustments.
Using Defect History to Fine-Tune Processes
Traceability ensures compliance, but using historical defect data to refine operations is where the real gains are. AI systems don’t just detect flaws. They correlate them with process parameters like roll force, furnace temperature, descaler pressure, and strip speed, then generate hypotheses about the root cause [4].
For instance, at a 3.2 MTPA hot strip mill in Jharkhand, AI linked rolled-in scale defects to a drop in descaler pressure below a critical threshold. Within three seconds, it flagged the blocked nozzle header and prevented further defects. The result? Zero repeat descaler incidents and £5.4 million recovered in annual quality value [4].
This shifts quality control from reactive to proactive. Inspectors no longer stand by the line, squinting to spot flaws on moving strips. Instead, they act as analysts, reviewing AI-generated insights to drive process improvements.
“The AI is not a tool our inspectors use. The AI is the inspection system. Our inspectors are now quality analysts reviewing AI findings, not standing on a line trying to see sub-millimetre defects on moving strip.” - VP Quality & Customer Satisfaction, Mukand Special Steels [14]
AI-driven insights can slash internal rework costs by up to 81%. Historical defect data even predicts when roll changes are needed, up to eight hours before visible defects appear, turning potential crises into planned interventions [14]. That foresight is the difference between smooth operations and costly downtime.
How to Bring AI Visual Inspection Into Your Plant
Switching from traditional inspection methods to AI-powered solutions can feel like a leap, but it doesn’t have to be. Many plants hit a wall not because the tech is too complicated, but because the steps to get started aren’t clear. This guide breaks it down.
Checking Whether Your Plant Is Ready
Before rushing into hardware investments, take a hard look at your defect data from the past year. Focus on the top four or five defect types that lead to the most customer complaints or internal downgrades. If surface issues like roll marks, slivers, inclusions, or cracks are slipping through, and your detection rate sits below 70%, AI is worth a serious look. Human inspectors typically catch only 50–65% of defects, and their accuracy drops fast after two hours on the job [1][15].
Next, evaluate your current inspection setup. If you’re still relying entirely on human eyes (Level 1), you’re leaving too much to chance. Even Level 2 systems (rules-based cameras) struggle with false positives, flagging 15–30% of defects incorrectly because they can’t tell real issues from harmless variations. AI-driven Level 3 systems achieve over 94% accuracy, keeping false positives below 3% and connecting directly to Computerised Maintenance Management System (CMMS) platforms [1][15]. Check if your plant’s edge computing, MES, and PLC systems can handle these advanced tools, typically through OPC Unified Architecture (OPC-UA) or REST Application Programming Interface (API) connections.
Don’t forget the physical environment. For instance, finishing mill exits need water-cooled IP67 enclosures to handle temperatures of 65–75°C, while downcoiler entries, at 45–55°C, can use air-cooled IP65 units. Picking the right hardware for each zone avoids costly fixes later [4].
Once you’ve confirmed your plant’s readiness, the next step is a pilot programme to test AI performance on your production line.
Running a Pilot Programme That Delivers Results
A well-structured pilot programme runs over 10–14 months and includes four key phases [1]:
| Phase | Duration | Key Activities |
|---|---|---|
| Site Engineering | Months 1–3 | Design enclosures, install LEDs, set up edge computing |
| Data Collection | Months 3–6 | Capture images, label defects, train the AI model |
| Shadow Mode | Months 6–8 | Run AI alongside human inspectors, fine-tune false positives |
| Full Deployment | Months 8–12 | Integrate with CMMS, enable real-time grading and feedback |
The Shadow Mode phase is crucial. Here, the AI operates in parallel with your inspection team, logging defects without impacting production decisions. This step builds operator trust while fine-tuning the AI to your specific product grades and reducing nuisance alarms to below 3%. Skipping this phase increases the risk of the pilot falling flat [1].
Set clear goals before starting. Measure the AI’s detection rates against known defect samples, track false positives, and compare these numbers to your current human-based benchmarks. If possible, use customer-returned coils as a reality check. The financial impact is hard to ignore: a single missed defect at the hot mill can snowball into a £36,000+ claim, starting from just a £160 diversion cost [1].
“The moment you close that loop - robot finds anomaly, CMMS creates work order, technician acts - the ROI becomes obvious and immediate.” - David Kröger, Plant Reliability Manager [16]
Expanding AI Inspection Across Multiple Lines and Sites
After a successful pilot, the next challenge is scaling AI inspection across your plant. Standardise the integration layer so AI outputs connect cleanly to your MES, ERP, and CMMS systems. For instance, use OPC-UA for real-time coil tracking and line speed data at Level 2, while Level 3 systems may rely on REST API or SAP RFC/BAPI connections [4][10]. Without consistent integration, comparing performance across lines or locations becomes a headache.
To maintain accuracy as you scale to new product families, adopt active learning. Inspectors confirm or correct AI classifications, updating the model without repeating the full data collection effort of the initial rollout. Pair this approach with a unified analytics platform to consolidate defect data from all lines. This lets your quality team compare detection rates, false positives, and process trends across the board [11][17].
The upfront cost for a full hot mill AI vision system ranges from £1.2 million to £2.8 million, with annual operating costs between £240,000 and £480,000 for maintenance, model updates, and software subscriptions [1]. However, these costs directly address the quality losses and customer claims mentioned earlier, with most plants seeing payback within 14 months of deployment [13].
Start Catching Defects Before They Cost You
Every delay adds up. At 1,000°C, defects don’t just disappear. They multiply. Missed issues mean more customer claims, more stress for inspectors, and a bigger hole in your bottom line. The difference between what humans and AI can detect is well documented, and ignoring that gap only increases the risk of costly quality failures on every shift.
The financial stakes couldn’t be clearer. Catching a defect at the hot mill might set you back around £160. Letting it slip through to the customer? That could spiral into a claim over £36,000 [1]. Mukand Special Steels saw the difference AI can make, slashing customer defect escapes by 94% — from 47 incidents a year down to just 3. They didn’t just save face; they recouped their AI investment in just eight months [14]. This is not just a technology upgrade. It’s a direct fix for quality failures and margin erosion.
Getting started with AI inspection doesn’t have to be complicated. Audit your most common defect types and make sure your toolkits for smart manufacturing, including edge computing and MES systems, are ready. Then, run a pilot in Shadow Mode for two to three months. This lets you refine accuracy and cut down false positives before scaling up. Once your data flows smoothly, GoSmarter takes it further by linking defect intelligence directly to mill certificates and quality records. Act now to keep defects under control and protect both your reputation and your margins.